
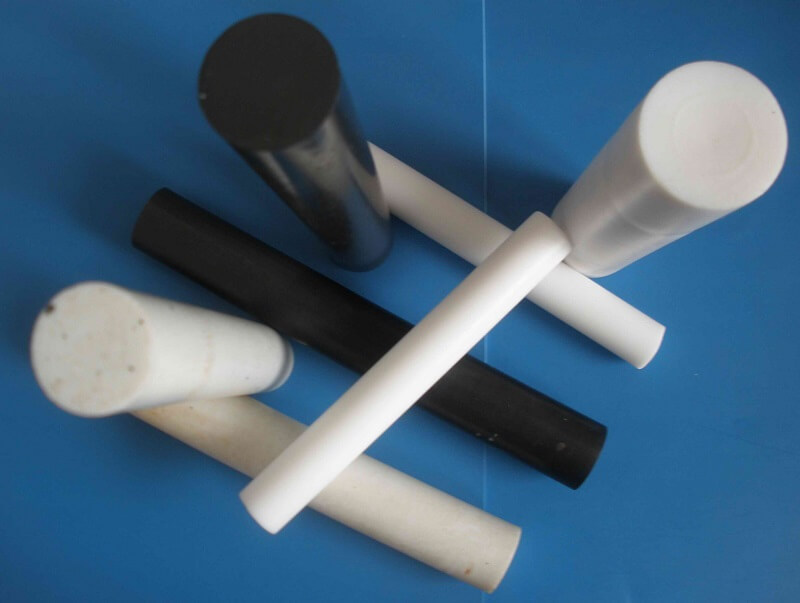
Il-virga PTFE nnifisha għandha reżistenza tajba għall-korrużjoni, prestazzjoni ta 'siġillar li ma tixjieħx, durabbli u affidabbli;wara trattament speċjali, għandu reżistenza tajba għat-tkaxkir u reżistenza għall-fluss kiesaħ.Il-virga tal-PTFE tista 'tkun f'firxa wiesgħa ta' temperatura Użu, sigurtà fit-tul,artab u faċli biex tinqata ', permezz ta' qtugħ mekkaniku jew manwali, faċli biex tinstalla.Il-fluss tal-proċess biex isir materjal tal-virga PTFE huwa kif ġej:
Il-Virga tal-PTFEinnifsu għandu reżistenza tajba għall-korrużjoni, prestazzjoni ta 'siġillar li ma tixjieħx, durabbli, u affidabbli;wara trattament speċjali, għandu reżistenza tajba għat-tkaxkir u reżistenza għall-fluss kiesaħ.Virga PTFE tista 'tkun f'firxa wiesgħa ta' temperatura Użu, sigurtà fit-tul, artab u faċli biex tinqata ', permezz ta' qtugħ mekkaniku jew manwali, faċli biex tinstalla.Il-fluss tal-proċess biex isir materjal tal-virga PTFE huwa kif ġej:
1. Preparazzjoni tal-moffa: imsaħ nadif bl-alkoħol, m'hemm l-ebda sadid u l-ebda aċċessorji fil-moffa.
2. Preparazzjoni tal-materja prima: prodotti puri F4, reżina fina F4, imfarrak, mgħarbel.
3. Iżen, skond il-formula G=PV (fejn G huwa l-ammont ta 'għalf, P hija d-densità tal-preforma (2.18g/cm3) u V huwa l-volum tal-prodott).
4. Demoulding u tirqim: Ħu l-prodott nofsu lest mill-moffa, ittrimmja l-wiċċ tiegħu biex tagħmel il-wiċċ lixx u t-truf puliti.
5.Preforming (ippressar): Ikkalkula l-pressjoni tal-kejl tal-istampa skont il-formula, u ssettja l-pressjoni tal-kejl tal-istampa.
6. Tmigħ: Qassam ir-reżina F4 b'mod uniformi fuq il-wiċċ kollu tal-ippressar.
7. Sinterizzazzjoni: Poġġi l-prodott nofsu lest fil-forn tas-sinterizzazzjoni bil-mod, poġġih f'ammont xieraq, u saħħan sa madwar 390 grad għal siegħa, u mbagħad żommu sħun għal siegħa.Wara madwar erba' sigħat, it-temperatura tibda tiksaħ.Wara madwar erba 'sigħat, se jilħaq it-temperatura tal-kamra u jipproċedi għall-prodott lest.Barra mill-forn, il-forma finali titlesta.
Ħin tal-post: Awissu-04-2020